鑄鋼件在生產過程檢驗的規定
2020-04-22 08:59 西安鋼結構 鋼結構公司
1、鑄鋼件表面粗糙度比較樣塊和評審需要分別按照國家現行標準《表面粗糙度比較樣塊鑄造表面》GB/T6060.1和《鑄造表面粗糙度評定方法》GB/T15056執行。
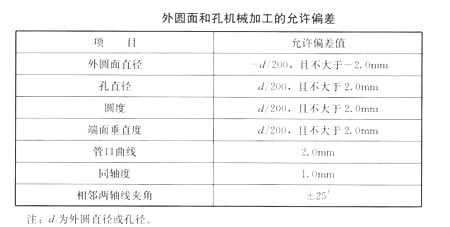
2、鑄鋼件的幾何形狀和尺寸需要符合設計要求或訂貨時圖樣、模樣和合同要求。其中鑄鋼件圓管構件連接部位管口外徑尺寸的允許偏差需要符合下圖的規定,同時還需要符合構件鋼管的允許負偏差和允許對口錯邊量的要求;鑄鋼件與構件連接部位的接管角度允許偏差及耳板角度允許偏差應為工25。
3、鑄鋼件表面粗糙度可以為25um—50um,與其他構件連接的焊接端口表面粗糙度不能大于25um,有超聲波探傷要求的表面粗糙度需要符合探傷工藝要求。
4、鑄鋼件表面需要清理干凈,修正飛邊、毛刺,去除補貼、粘砂、氧化鐵皮、熱處理銹斑及可去除的內腔殘余物等,不要有裂紋、未熔合和超過允許標準的氣孔、冷隔、縮松、縮孔、夾砂及明顯凹坑等缺陷。
更多相關西安鋼結構資訊,請點擊:www.jctfcy.cn